1Department of Wood Processing and Biomaterials, Czech University of Life Sciences, Prague, Czech Republic.
2Forest Research Institute (Deemed) University, Dehradun, Uttarakhand, India.
3Faculty of Agriculture, Sri Sri University, Cuttack, Odisha, India.
Corresponding author email: sandeeprout1988@gmail.com
Article Publishing History
Received: 11/10/2020
Accepted After Revision: 10/12/2020
Wood in the form of timber and fuel wood it the most important product derived from the forest. Despite bestowed with over 4000 woody species a country like India is deficient in timber and there is a gap between supply and demand is burgeoning. Melia composita is a fast-growing timber species, the raw material for the study were collected and deliberately cut into pieces of 0.2 to 0.4 mm thickness, small length sundried to the moisture content of 8 to 12 percent. The sample was sieved through 60 microns for uniform size. Black liquor was collected from the Central Pulp and Paper Research Institute, Saharanpur, Uttar Pradesh. Phenol formaldehyde was prepared by mixing Phenol with formaldehyde solution. The formaldehyde solution with replacement of 10 percent Black liquor shows good results regarding the Indian standard IS: 2380-1977 i.e. average moisture content (5.35 %), volume (123.75 cm3), density average (0.92 g/cm3), water absorption % after 2 hrs (51.92), water absorption % after 24 hrs (64.10), swelling length (1.0), width (0.25), thickness (15.15), swelling % (22.82), MOR (16.15), MOE (1821.48), tensile strength (0.61), screw and nail withdrawal strength in the face (254.5), edge (247.5). . The findings show that the modification improves the particleboard quality especially the dimensional stability by using the modified resin for its manufacture.
Black Liquor, Melia composita, Particleboard, Phenol Formaldehyde.
Das S, Singh J. P, Rout S. Suitability of Melia composite for Particleboard with the Replacement of Black Liquor and Phenol Formaldehyde Resin. Biosc.Biotech.Res.Comm. 2020;13(4).
Das S, Singh J. P, Rout S. Suitability of Melia composite for Particleboard with the Replacement of Black Liquor and Phenol Formaldehyde Resin. Biosc.Biotech.Res.Comm. 2020;13(4). Available from: https://bit.ly/329V0Qp
Copyright © Das et al., This is an Open Access Article distributed under the Terms of the Creative Commons Attribution License (CC-BY) https://creativecommons.org/licenses/by/4.0/, which permits unrestricted use distribution and reproduction in any medium, provide the original author and source are credited.
INTRODUCTION
Wood in the form of timber and fuel wood is the most important product derived from the forests. At present total forest cover and tree cover of the country are 21.67 % of its geographical area (Forest survey report, 2019). Despite being bestowed with over 4000 woody species the country is a timber deficient country and the gap between supply and demand is burgeoning. Shortage of wood raw material is being experienced in the country due to various reasons. This gap between demand and supply of various raw materials is likely to further widen due to the rise in population and standard of living. Because of this, some substitute raw materials for solid wood have been developed. There is a need to develop an alternate raw material base for all the wood-based industries including reconstituted panels. The trend is shifting to replace wood with alternative renewable lingo cellulosic materials that can efficiently meet the heavy demand. The assessment of durability through accelerated aging tests shows that panels protected with waterproofing material can be used in environments that have contact with moisture (Juliano et al. 2012).
The demand for composite wood products particularly particleboard has been significantly increasing owing to their use in construction, cabinets, tabletops, vanities, sliding doors, speakers, table tennis, stair treads, kitchen work-tops, laboratories, and other industrial products (Alam et al. 2015). Particleboard offers a means to utilize as much as the forest and industrial wood waste as possible because it is so tolerant of wood quality and a wide variety of species, both soft-wood and hard- wood can be used. There is no doubt that the particleboard is going to stay for a long time due to plenty of raw materials, manufacturing properties and product properties (Biswal and Rout, 2015).
The manufacture of particleboard was introduced in India in 1957. The raw material used for such products can be from non-conventional sources like plantation under farm forestry, social forestry, wood residues and lignocellulosic residues of agricultural origin. Due to the shortage and increasing price of wood in the country, large plantation of commercially important fast-growing species of wood is being raised. In the future many more commonly found materials could very find its use in the manufacture of particleboard, thereby cutting down the costs drastically. They also reduce the external pressure on the natural forest to save humankind. Particleboard has some advantages compared to solid wood; it is a homogenous material because the composite a well-mixed blend of reconstituted materials that give flexibility in size.
However, it’s presented some disadvantages also i.e. swelling due to water absorption. Particleboard used has some disadvantages, i.e. swelling due to the water absorption. Recently particleboard has begun to be used as a load bearing wall component in Japan. In addition to furniture materials. Researchers in the Middle East, South America and south East Asia have reported its usage as a constituent particleboard. The inefficiency of the solutions alternative less polluting, less toxic to replace conventional binder (Irmayanti et al. 2015).
Thus, the replacement of Black liquor and phenol formaldehyde gives the base to some great problem to achieve a good mechanical panel that is resistant to microbial agents. In this study, Melia composita was utilized to fabricate particleboard, and its performance was determined again after exposure to subterranean termite and wood decay fungi. Previous studies show the only contribution of density towards its termite resistance, (Suhasman et al. 2012). So, keeping in view the importance of the study the present work concerns the particleboard from Melia composita with the replacement of black liquor with Phenol Formaldehyde resin, (Utsumi et al. 2019).
MATERIAL AND METHODS
Melia composita is taken as raw material largely distributed in moist teak forests, secondary moist deciduous forest and dry mixed moist deciduous forests of India, like Sikkim Himalayas, North Bengal, Upper Assam, Khasi Hills, hills of Odisha. It is a large tree, attaining a height of 20 m. with a spreading crown and a cylindrical straight bole of 9 m. length and 1.2-1.5 m. girth (Khare, 2007). The required material of wood was obtained from the Forest Research Institute campus, Dehradun, India and was deliberately made into small pieces with the help of sickle. Then the small pieces were passed through the Condux mill to get particles of 0.2 to 0.4 mm thickness and smaller length. Then the particles were sun dried to a moisture content of 8 to 12%. Then the particles were sieved through a 60-micron mesh to obtain uniform particle size (Table.1).
Black liquor (BL) is a complex solution containing lignin as well as its degradation products, polysaccharides, extractives and several inorganic compounds (Stenius, 2000). Black Liquor already had been effectively used as an adhesive for wood composites in various researches (Singh and Joshi, 1990). The Black Liquor that was used for the research purpose was collected from Central Pulp and Paper Research Institute, Saharanpur which was crafted from North-East bamboo (Kouisni et al. 2011).
The Phenol-formaldehyde resin (PL) was prepared by mixing Phenol with formalin solution. For that, 1000 ml of phenol was taken in a round bottom flask. Then 1200 ml of formalin and 1200 ml of water were added to the flask. The pH of the whole solution was maintained at 9-9.5 by adding 50 g. of NaOH dissolved in 100 ml. of water. The round flask with a solution was mounted on a boiling water bath and observed untill the actual reaction started inside the flask. The actual reaction started when the first time the bubbling was seen in the solution. The solution was refluxed for 30 min. The resin was kept for cooling. The cooled resin was analyzed for suitability in making particleboard.
Preparation of Modified Resin with Black Liquor done using exactly 0, 10, 20, 30 and 40% (w/w) black liquor was added to PF resin (PF-BL). The mixture (PF resin and black liquor) was compounded using a mechanical stirrer at 3000 rpm, for 15 min. The BL-PF was employed to analyze and characterize the properties of this adhesive like pH, solid content, Ash content and viscosity (Kouisni et al. 2011).
Table 1. Physical Properties of the prepared resin
| Phenol: BL | pH | Viscosity | Solid content | Ash content |
| 100:0 | 12 | 5.10 | 12.24 | 18.78 |
| 90:10 | 12 | 5.5 | 11.79 | 16.56 |
| 80:20 | 12 | 5.40 | 11.86 | 17.70 |
| 70:30 | 11 | 4.80 | 12.15 | 17.30 |
| 60:40 | 10 | 6.96 | 12.50 | 18.50 |
The PF-BL particleboards were prepared by blending the BL-PF resin with the dried particles in a rotating drum type mixture fitted with a pneumatic gun spray. A total of 10% of resin to the total dry weight of particle for each board was used for the spray. All boards were compressed in the hot air pressure at 21.0 Kg/cm2 pressure at a temperature of 150 ºC for 15 minutes. The dimensions of each board were fixed at a dimension of 24 x 24 inches for laboratory testing and then were conditioned for 2-3 days at room temperature before converting to testing samples. Two samples from each board were prepared for testing the physical and mechanical properties of the particleboards according to Indian standard IS: 2380-1977.The obtained results from each testing were compared with the minimum requirement for various physical and mechanical properties as per IS 3087:2005. Indian Standards of Particleboards: The minimum requirement of particleboards for various physical and mechanical properties is given below in Table 2. Minimum requirement according to IS 3087:2005.
Table 2. Minimum values of the parameters (IS: 3087:2005)
| Sl.No. | Properties | Flat Pressed Single Layer |
| 1 | Density Variation, percent | ±10 |
| 2 | Water Absorption, percent
a) 2h soaking b) 24h soaking |
25 50 |
| 3 | Linear Expansion (Swelling in water), 2h soaking, percent
a) Length b) Width |
0.5 0.5 |
| 4 | Thickness swelling, percent,2h soaking | 10 |
| 5 | Swelling in thickness due to surface absorption, percent | 9 |
| 6 | Modulus of rupture, N/mm2
a) Average b) Minimum |
11 10 |
| 7 | Modulus of elasticity, N/mm2
a) Average b) Minimum |
2000 1800 |
| 8 | Tensile Strength perpendicular to Surface, N/mm2
a) Up to 20mm thickness b) Above 20mm thickness |
0.8 0.8 |
| 9 | Screw withdrawal Strength, N
a) Face b) Edge (foe thickness > 12mm) |
1250 850 |
RESULTS AND DISCUSSION
Total 3. of boards were prepared using Melia composita and Phenol resin with 10% replacement at each level under 21 Kg/cm2 pressure for 15 minutes at 150 0C. The details of the boards prepared were given below.
Table 3. Details of Particleboard
| Board No (Sample No) | Resin Content | Pressure used | Resin content used |
| 1 | 10% | 21Kg/cm2 | 90% Phenol+ 10% BL |
| 2 | 10% | 21 Kg/cm2 | 80% Phenol+ 20% BL |
| 3 | 10% | 21 Kg/cm2 | 70% Phenol + 30% BL |
| 4 | 10% | 21 Kg/cm2 | 60% Phenol + 40% BL. |
| 5 | 10% | 21 Kg/cm2 | 100% Phenol+ 0% BL |
Physical Properties: The values of various physical properties i.e. moisture content, density, water absorption, swelling percent and swelling due surface absorption of particleboards from Melia composita with Phenol resin with the replacement of 10% Black liquor with 10% resin content are depicted below in the table No.7, 8, 9 and 10 respectively. The values were calculated as per IS Specification (Fig.1). The findings are in accordance with the exiting standard and show the sign that Melia composita is suitable. The findings are in concurrence with the results found by (Villeneure 2006).
Table 4. Moisture Content and Density of Particleboards
| Sl. no | SampleNo. | Initial Wt (Mi)(g) | Oven Dry Wt (Mo)(g) | M.C.% | M.C. % Avg. | Volume (cm3) | Density (g/cm3) | Density Avg. (g/cm3) |
| 1 | 1a | 88 | 83 | 5.95 | 5.35 | 123.75 | 0.93 | 0.92 |
| 1b | 88 | 84 | 4.76 | 121.28 | 0.91 | |||
| 2 | 2a | 76 | 72 | 5.55 | 5.39 | 123.75 | 0.93 | 0.87 |
| 2b | 74 | 69 | 7.24 | 121.28 | 0.91 | |||
| 3 | 3a | 77 | 71 | 8.45 | 5.40 | 101.25 | 0.71 | 0.83 |
| 3b | 81 | 76 | 6.57 | 101.25 | 0.73 | |||
| 4 | 4a | 76 | 72 | 5.55 | 6.39 | 111.00 | 0.91 | 0.78 |
| 4b | 74 | 69 | 7.24 | 100.57 | 0.83 | |||
| 5 | 5a | 90 | 71 | 8.45 | 7.51 | 99.23 | 0.87 | 0.72 |
| 5b | 85 | 76 | 6.57 | 111.00 | 0.79 |
Figure 1: Moisture content (%) of the boards
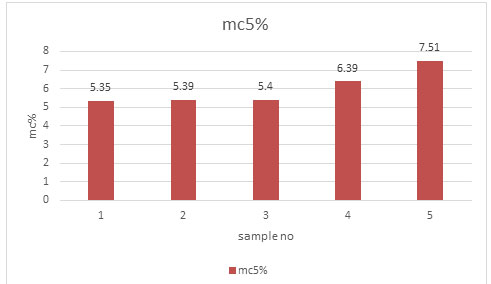
In the data obtained for moisture content of the particleboards, the average value of moisture content varies from 5.24% to 7.5%. Board no. 5 showed the highest moisture content % whereas Board no. 1 showed lowest one (Fig.2). Particleboard used the modified adhesive for the construction results in good performance for the furniture purpose. The findings where in conformity with the findings of (Biswal and Rout 2015).
Figure 2: Average Density (%) of the boards
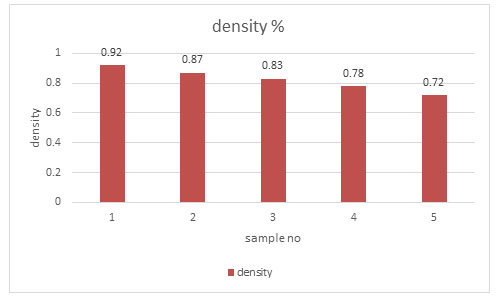
In the data obtained for density of the particleboards, the mean value of density varied from0.70 g/cm3 to 0.95 g/cm3.Highest density was showed by the board no. 1 whereas board no. 5 showed the lowest one. Increase in the density represents high mechanical properties. The results were in accordance with the findings of Wang (2002) for convention pressing time 5-15 Min at a pressure of 10 to 30 Bar.
Table 5. Water Absorption of particleboards from Melia composita and Phenol resin with 10% replacement of Black liquor
| Board No | Sl.No | Initial Wt(g) | After 2hr Wt(g) | After 24hr Wt(g) | WA% after 2hr | WA% after 2hr Avg. | WA% after 24hr | WA% after 24hr Avg. |
| 1 | 1a | 133 | 219 | 246 | 64.66 | 51.92 | 84.96 | 64.10 |
| 1b | 132 | 213 | 238 | 61.36 | 88.33 | |||
| 2 | 2a | 121 | 194 | 216 | 60.33 | 52.13 | 78.51 | 71.66 |
| 2b | 121 | 202 | 222 | 56.94 | 83.47 | |||
| 3 | 3a | 142 | 213 | 237 | 50.00 | 58.49 | 66.90 | 75.58 |
| 3b | 137 | 215 | 236 | 56.93 | 72.26 | |||
| 4 | 4a | 114 | 182 | 204 | 59.64 | 67.71 | 78.94 | 77.77 |
| 4b | 140 | 210 | 230 | 50.00 | 64.28 | |||
| 5 | 5a | 150 | 238 | 258 | 58.66 | 94.43 | 72.00 | 113.26 |
| 5b | 158 | 233 | 252 | 84.74 | 59.49 |
Figure 3: Water Absorption of the Boards
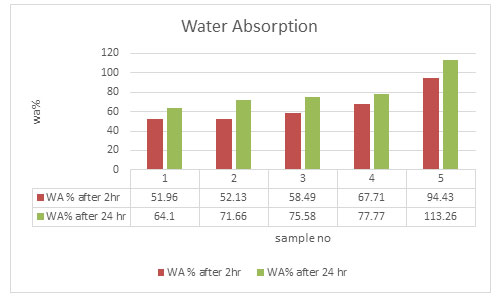
Table 6. Swelling percent of particleboards from Melia composita and Phenol resin with 10% replacement of Black liquor
| Board No | Sl. No. | In Length
(mm) |
Length Avg. | In Width (mm) | Width Avg. | In Thickness
(mm) |
Thickness
Avg. |
| 1 | 1a | 1.00 | 1.00 | 0.30 | 0.25 | 10.0 | 15.15 |
| 1b | 1.00 | 0.20 | 8.0 | ||||
| 2 | 2a | 1.00 | 1.00 | 0.50 | 0.35 | 13.9 | 14.95 |
| 2b | 1.00 | 0.20 | 16.0 | ||||
| 3 | 3a | 1.00 | 1.00 | 0.80 | 0.90 | 14.0 | 14.6 |
| 3b | 1.00 | 1.00 | 15.2 | ||||
| 4 | 4a | 0.50 | 0.75 | 0.50 | 0.75 | 13.2 | 13.5 |
| 4b | 1.00 | 1.00 | 13.8 | ||||
| 5 | 5a | 1.00 | 1.00 | 1.00 | 0.80 | 12.2 | 12.9 |
| 5b | 1.00 | 0.60 | 13.6 |
Figure 4: Linear expansion of the board samples.
In general swelling, the board No. 1 shows the lowest value for width which nearly to the controlled condition. Board no. 1 and 5 are also quite nearer to each other in case of swelling in its thickness. No board for thickness swelling is within the critical value for 2 hr soaking as set in IS 3087:2005. As for other boards made from different material ratio, the linear and thickness swelling values were quite high. The results are slightly in conformity with the existing standard and show Melia compostita can be used in outdoor environment. There is a possibility of the mechanical properties being affected by the swelling of the particleboard (Fig.4) (Utsumi et al. 2019).
Table 7. Swelling due surface absorption of particle boards from water absorption of particleboards from Melia composita and Phenol resin with 10% replacement of Black liquor
| Initial Thickness | Thickness
after 2hr |
|||||
| Board No | Sl.No. | Average
(mm) |
Average
(mm) |
Swelling after 2hr(mm) | % Swelling after 2hr | % Swelling
Avg.
|
| 1 | 1a | 10.68 | 13.02 | 2.34 | 21.91 | 22.82 |
| 1b | 10.95 | 13.55 | 2.60 | 23.74 | ||
| 2 | 2a | 10.01 | 12.57 | 2.56 | 25.57 | 27.10 |
| 2b | 10.30 | 13.25 | 2.95 | 28.64 | ||
| 3 | 3a | 10.55 | 13.80 | 3.25 | 30.80 | 33.94 |
| 3b | 10.92 | 14.97 | 4.05 | 37.08 | ||
| 4 | 4a | 10.18 | 14.67 | 4.49 | 44.10 | 46.22 |
| 4b | 10.36 | 15.37 | 5.01 | 48.35 | ||
| 5 | 5a | 9.65 | 13.65 | 4.00 | 41.45 | 47.98 |
| 5b | 10.27 | 15.87 | 5.60 | 54.52
|
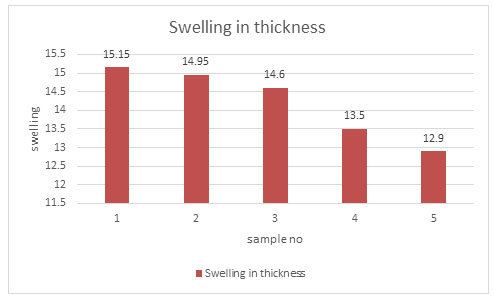
Figure 5: Surface swelling of the board
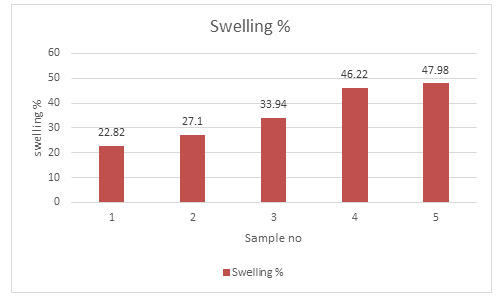
In surface swelling, all the boards are above the critical value as per IS 3087:2005. Board 1 shows nearly equal value with Board 5 while from Board 2 to 5 there is increasing order in swelling (Fig.5).
Mechanical properties: Mechanical properties i.e. static bending strength, perpendicular to surface and screw and nail withdrawal strength of particleboards from Melia composita and Phenol resin with 10% replacement of Black liquor were depicted below in table no.6, 7, 8, 9 and 10 respectively (Utsumi et al. 2019).
Table 8. Static Bending Strength of particleboards from Melia composita and Phenol resin with 10% replacement of Black liquor
| Board No | Sl.No | Max. Load (N) | MOR (N/mm2) | MOR Avg.(N/mm2) | MOE (N/mm2) | MOE Avg. (N/mm2) |
| 1 | 1a | 389.5 | 16.99 | 16.51 | 1945.60 | 1821.48 |
| 1b | 362.50 | 16.03 | 1697.37 | |||
| 2 | 2a | 315.00 | 13.93 | 13.47 | 1521.32 | 1461.97 |
| 2b | 294.50 | 13.02 | 1402.63 | |||
| 3 | 3a | 291.50 | 12.89 | 11.89 | 1242.97 | 1142.42 |
| 3b | 224.00 | 10.89 | 1041.88 | |||
| 4 | 4a | 198.00 | 10.59 | 9.94 | 1141.73 | 1073.93 |
| 4b | 191.00 | 9.29 | 1006.13 | |||
| 5 | 5a | 183.50 | 8.92 | 7.42 | 910.13 | 829.78 |
| 5b | 134.00 | 5.92 | 749.44 |
Figure 6: Modulus of Elasticity of the board samples
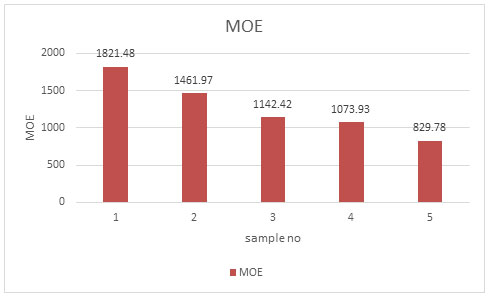
Figure 7: Modulus of Rupture of the board samples
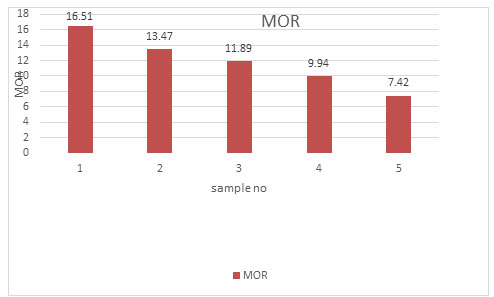
MOR and MOE values were the highest for board no. 1 which were 16.51 N/mm2and 1821.48 N/mm2. Board no 5 failed to satisfy MOR value as per requirements of IS-3087-2005.
Table 9. Tensile Strength Perpendicular to Surface of particleboards from Melia composita and Phenol resin with 10% replacement of Black liquor
| Board No | Sl.No | Length (mm) | Width (mm) | Area (mm2) | Load (kg) | Load (N) | Tensile Strength (N/mm2) | Average Tensile Strength (N/mm2) |
| 1 | 1a | 50.5 | 50.8 | 2565.40 | 175 | 1715.0 | 0.66 | 0.61 |
| 1b | 50.7 | 51.3 | 2600.91 | 150 | 1470.0 | 0.56 | ||
| 2 | 2a | 51.0 | 50.5 | 2575.50 | 378 | 3704.4 | 1.43 | 1.31 |
| 2b | 49.6 | 49.7 | 2465.12 | 302 | 2959.6 | 1.20 | ||
| 3 | 3a | 51.7 | 50.6 | 2616.02 | 319 | 3126.2 | 1.19 | 1.32 |
| 3b | 51.1 | 50 | 2555.00 | 380 | 3724.0 | 1.45 | ||
| 4 | 4a | 50.4 | 51.4 | 2590.56 | 384 | 3763.2 | 1.45 | 1.40 |
| 4b | 51.4 | 51.2 | 2631.68 | 364 | 3567.2 | 1.35 | ||
| 5 | 5a | 50.4 | 51.4 | 2590.56 | 384 | 3763.2 | 1.45 | 1.40 |
| 5b | 51.4 | 51.2 | 2631.68 | 364 | 3567.2 | 1.35 |
Figure 8: Tensile Strength of the board samples
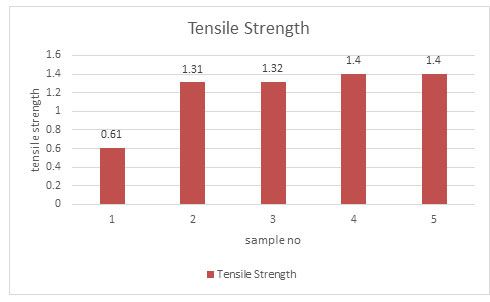
Internal bond strength depends upon the particle and interaction with the adhesive. In internal bonding, the board 4shows value 1.4 N/mm2which is the maximum obtained among all the boards. Furthermore, the internal bond strength value decreases in the case of boards prepared with different material ratios. All Boards except board 2 from the after study all other boards didn’t meet the specification of IS.3087:2005. The possibility of the results may be due to the shape of the chips and the combination of Black liquor and Phenol formaldehyde. The values were in confirmation with the results found by Kadja (2012) on Kenf particleboard with bone glue beads.
Table 10. Screw and Nail Withdrawal Strength of particleboards from Melia composita and Phenol resin with 10% replacement of Black liquor
| Board No. | Sl.No. | Load
(Kg/cm2) |
|||||
| Face | Edge | ||||||
| Screw 1 | Screw 2 | Avg (kg) | Screw 1 | Screw 2 | Avg | ||
| 1 | 1 | 224 | 285 | 254.5 | 232 | 263 | 247.5 |
| 4 | 1 | 247 | 258 | 252.5 | 201 | 177 | 189 |
| 5 | 1 | 271 | 224 | 247.5 | 194 | 180 | 187 |
| 2 | 1 | 230 | 259 | 244.5 | 160 | 184 | 172 |
| 3 | 1 | 229 | 227 | 228 | 176 | 153 | 164.5 |
Figure 9: Screw Withdrawal Strength of the board samples
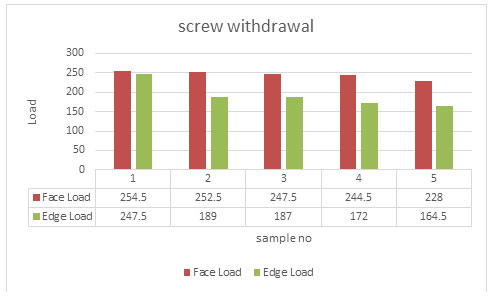
Sample 2 of the boards made from Melia composita showed the maximum values i.e. 2059.39 N/cm2 for face and 1853.45 N/cm2 for edge for screw withdrawal resistance respectively. The samples from boards 3 and 5 also show good results but a little less to meet the requirements of specification of IS 3087:2005. The lowest face screw withdrawal resistance was found for board no. 1 and for the same edge screw withdrawal resistance also. In the earlier study on particleboard of Melia azedarach modified adhesive was prepared using Urea formaldehyde resin adhesive. These findings are in alignment with the findings of Yang et al. (2007) in wood waste chips impregnated with phenol formaldehyde resin.
CONCLUSION
The particleboards prepared from Melia composita using Phenol resin with 10% replacement of Black liquor resin with a resin concentration of 10%. The used replacement of Black liquor resin with Phenol is 10%, 20%, 30%, 40%, and control of 100% Phenol resin. The boards are prepared at a pressure of 21.5 Kg/cm2 for 15 minutes of hot pressing. Based on a comparative analysis of the results, it is observed that there was an increase in the moisture content of the particleboards with increasing the percentage of Black liquor with Phenol resin. From the study, it can be concluded that 10% Black liquor can be used with the Phenol resin as a replacement in the making of particle board from Melia composita species.
REFERENCES
Alam, D. M., Nazmul, K., Siddikur R., Sourav Bagchi R., Arifa S., Tania I., Md. Abu Wabaeid H. and Md. Nazrul I. (2015). Properties of Particleboard Manufactured from Commonly Used Bamboo (Bambusa vulgaris) Wastes in Bangladesh. Advances in Research, 4(3): 203-211.
Biswal, D. and Rout, S. (2015). Effect of Moisture content on sound absorption Co-efficient of some Indian timbers. Journal of Plant Development Sciences, 7 (10):749-753.
Forest Survey of India. (2019). Report, MOEF Govt. of India.
Indian Standard IS 3087: 2005 (2005) Particle boards of wood and other lignocellulosic materials (medium density) for general purposes – specification.
Irmayanti, L., Siregar,I.Z. and Pamoengkas, P. (2015). Spatial variability of fruit and seedling growth of Mindi (Melia azedarach L.). In community forest, West Java, Indonesia, J. Trop. Life science.5 (5):158-164.
Juliano, F., Diego, D. C., Núbia G. Barreroa, Holmer Savastano Jr. a, Eliria Maria de Jesus Agnolon Pallonea and Ryan Johnsonb. (2012). Particulate composite based on coconut fiber and castor oil polyurethane adhesive: An eco-efficient product. Industrial Crops and Products, 40 :69–75.
Kadja, K. (2012). Elaboration et characterisation mecanique et thermique des panneaux de kenaf (Hibiscus cannabinus L.) et de cotonnier (Gossypium hirsutum L.) These de Doctorat Universitey of Lome.
Khare, C. (2007). Melia composita Willd. In: Khare C. (eds) Indian Medicinal Plants. Springer, New York, NY.
Kouisni, L., Y. Fang, M. Paleologou, B. Ahvazi, J. Hawari, Y, Zhang. and X.M. Wang. (2011). Kraft lignin recovery and its use in the preparation of lignin-based phenol formaldehyde resins for plywood. Cellulose Chem. Technol., 45: 515-520.
Singh, S.P. and H.C. Joshi. (1990). Black liquor substituted phenolic adhesives for BWR grade plywood. J. Indian Acad. Wood Sci., 21: 23-27.
Stenius, Per, ed. (2000). “2”. Forest Products Chemistry. Papermaking Science and Technology. 3. Helsinki, Finland: Fapet OY, 62–78.
Suhasman, M.M.Y. and Hadi, Y.S. (2005). The quality of composita board made from sengon wood wastes and recycled carton. J. Perenn, 2(1):6–11.
Utsumi,M., Murata,K., Kejhi,V, Yoshimura,T., Hattori,K. and Nakamura, M.(2019). Mechanical Properties and biological preference of particle board made of Sedan (Melia azadrach). Bioresource, 14(2):1400-4109.
Villeneuve, E. (2005). Utilization de lecorce de peuplier faux-tremble pour la fabrication de panneaux de particules. Maitrise en science du bois. Faculte de foresterie universite LAVAL.
Wang, D. and X. S. Sun. (2002). Low density particleboard from wheat straw and corn pith. Industrial Crops and Product, 15:47–50.

